- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

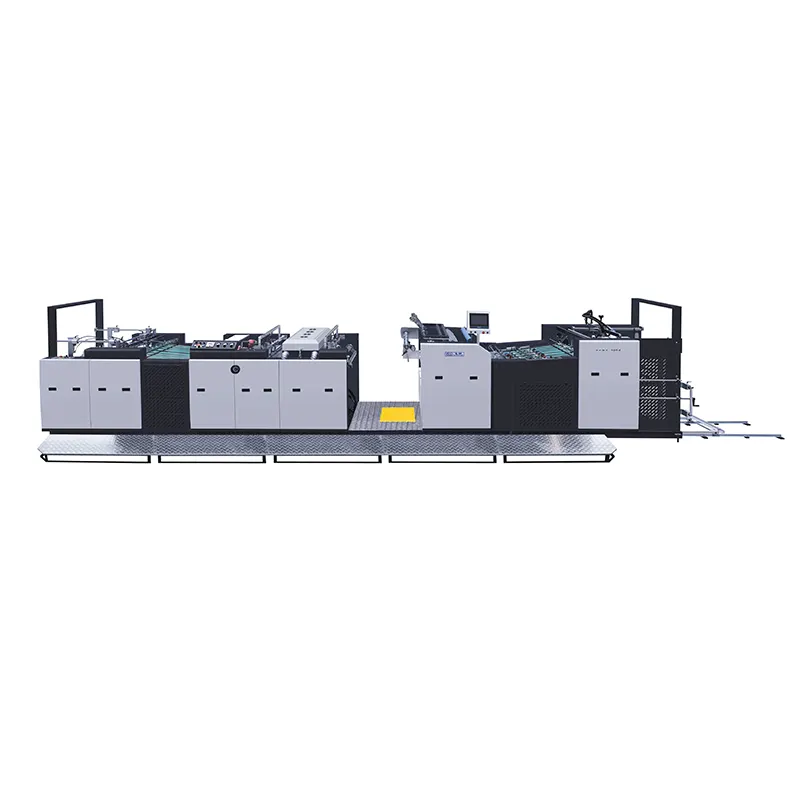
Arbeidsprinsipp for automatisk film lamineringsmaskin
I moderne pakketrykk og relaterte prosesseringsindustrier,Automatiske film lamineringsmaskinerSpill en ekstremt viktig rolle. De kan bruke en beskyttende film på overflaten av forskjellige trykte materialer eller andre materialer, som ikke bare forbedrer utseendet og tekstur på produktene, men også forbedrer holdbarheten og beskyttende ytelsen. Å ha en grundig forståelse av arbeidsprinsippet for automatiske filmlamineringsmaskiner er av stor betydning for utøvere i relevante bransjer, utstyrsbrukere og de som er interessert i å pakke utskriftsprosesser. Det hjelper dem å ta klokere beslutninger og ta mer passende tiltak i aspekter som anskaffelse av utstyr, drift, prosessoptimalisering og feilsøking. Denne artikkelen vil foreta en omfattende og detaljert analyse av arbeidsprinsippet for automatiske film -lamineringsmaskiner for å avsløre de tekniske mysteriene og driftsmekanismene bak dem.
I. Grunnleggende komponenter i automatiske filmlamineringsmaskiner
(I) Avviklingsmekanisme
Den avviklingsmekanismen er startdelen av den automatiske filmen -lamineringsmaskinen og er hovedsakelig ansvarlig for å bære og slippe filmrullen for å bli laminert. Det er vanligvis utstyrt med et justerbart spenningskontrollsystem for å sikre at filmen kan sendes ut med stabil og jevn spenning gjennom lamineringsprosessen. For eksempel brukes spenningssensoren til å overvåke spenningen i filmen i sanntid, og ved hjelp av motorer eller bremser og andre enheter gjøres dynamiske justeringer i henhold til de angitte verdiene for å unngå filmstrekking og deformasjon forårsaket av overdreven spenning eller filmrynking på grunn av utilstrekkelig spenning, og gir dermed en god filmforsyningsgrunnlag for den etterfølgende laminatøren.
(Ii) lim applikasjonssystem
Kjernefunksjonen til limpåføringssystemet er å bruke lim på overflaten på overflaten. Avhengig av forskjellige lamineringsprosesskrav og limtyper, er det forskjellige limpåføringsmetoder. Den vanlige er rullebelegg, som bruker en beleggrulle for å hente lim fra limtanken og overføre den jevnt til filmen. Denne metoden kan nøyaktig kontrollere mengden lim som er påført og er egnet for forskjellige limviskositeter og filmmaterialer. I tillegg er det også knivbeleggingsmetoden. Ved å bruke en skrape for å fjerne overflødig lim, er det bare et ensartet og nøyaktig tykt limlag igjen på filmen, som er spesielt egnet for fin lamineringsoperasjoner med høye krav til limbeleggmengde, for eksempel laminering av emballasjematerialer for elektroniske komponenter.
(Iii) Lamineringsmekanisme
Lamineringsmekanismen er den viktigste delen for å realisere bindingen av filmen og underlaget. Den består hovedsakelig av en trykkrulle og en oppvarmingsrulle (i den varme lamineringsprosessen) eller en kjølevals (i den kalde lamineringsprosessen). Trykkrullen bruker et visst trykk for å gjøre filmen med lim nøye kontakt med underlaget, og sikrer at limet kan være helt våt og binde de to. I den varme lamineringsprosessen overfører oppvarmingsrullen varme til filmen og underlaget for å få limet til å stivne raskt, noe som forbedrer fastheten i laminering og produksjonseffektivitet. Mens du er i den kalde lamineringsprosessen, reduserer kjølerullen temperaturen på limet for å få den gradvis til å størke i en naturlig tilstand. Denne prosessen er relativt miljøvennlig og er egnet for noen materialer som er følsomme for temperaturen eller ikke bør varmes opp.
(Iv) Rewinding Mechanism
Rewinding -mekanismen er lokalisert på slutten av den automatiske filmen Lamineringsmaskinen, og dens funksjon er å avvikle de laminerte produktene pent. I likhet med den avviklingsmekanismen, har spolingsmekanismen også en spenningskontrollfunksjon for å sikre flatheten og tettheten til produktene under viklingsprosessen. I mellomtiden kan det også være utstyrt med en lengdemåleenhet eller en teller for å telle lengden eller mengden på de laminerte produktene nøyaktig, noe som er praktisk for produksjonsstyring og kvalitetskontroll. For eksempel, i storskala lamineringsproduksjon av trykte materialer, kan lengden måleinnretningen kontrollere lengden på hver rull med laminerte produkter for å sikre konsistensen av produktspesifikasjoner.
Ii. Arbeidsprosess med automatisk film lamineringsmaskiner
(I) Filmavvikling og forbehandling
For det første er den valgte filmrullen installert på avviklingsmekanismen, og spenningskontrollsystemet til avviklingsmekanismen er opprinnelig satt i henhold til parametere som materialet, tykkelsen og bredden på filmen. Etter å ha startet avviklingsmekanismen, begynner filmen å sakte frigjøres under trekkraft av spenning og passerer gjennom en serie guideruller for å komme inn i limprogrammets system jevnt. Før du går inn i limpåføringssystemet, kan det være forbehandlingsprosesser som støvfjerning og statisk eliminering for å fjerne støvpartikler og statisk elektrisitet på overflaten av filmen, noe som forbedrer vedheftseffekten av limet på filmen og sikrer lamineringskvaliteten. Ved å bruke en statisk eliminator for å frigjøre motsatte ladninger for å nøytralisere den statiske elektrisiteten på overflaten av filmen, forhindrer det at støv er vanskelig å fjerne på grunn av elektrostatisk adsorpsjon.
(Ii) limpåføring
Etter at filmen har kommet inn i limprogramsystemet, begynner limprogramsystemet å fungere i henhold til den forhåndsinnstilte limpåføringsmetoden og parametere. For eksempel, når du bruker rullebelegg, roterer beleggrullen med en viss hastighet for å dyppe lim fra limtanken og påfører deretter limet jevnt på overflaten av filmen. Under denne prosessen vil faktorer som viskositeten til limet, rotasjonshastigheten til beleggrullen, limnivået i limtanken, og gapet mellom skraperen og beleggrullen, alle påvirke mengden og ensartetheten av limet påført. Operatører må justere disse parametrene nøyaktig i henhold til de faktiske lamineringskravene og materialegenskapene for å oppnå ønsket limpåføringseffekt. For eksempel, når det laminerte produktet har et høyere krav for tykkelsen på limet, kan rotasjonshastigheten til beleggrullen økes på riktig måte eller limnivået i limtanken kan økes. Når et tynnere og mer ensartet limlag er nødvendig, kan gapet mellom skraperen og beleggrullen reduseres.
(Iii) liming og herding
Filmen med lim fortsetter å transporteres fremover og kommer inn i lamineringsmekanismen. På dette tidspunktet blir også underlaget (for eksempel trykt materialer, papir, brett osv.) Også sendt til lamineringsmekanismen gjennom den tilsvarende transportanordningen for å møte filmen. I lamineringsmekanismen bruker trykkrullen et visst trykk for å gjøre filmen og underlaget tett bundet sammen, og limet begynner å våte og binde de to under trykket. I den varme lamineringsprosessen overfører oppvarmingsrullen varme til den bundne filmen og underlaget for å få limet til å stivne raskt og danne et fast laminert lag. Temperaturen på oppvarmingsrullen, trykk på trykkrullen og bindingstiden må alle optimaliseres og justeres i henhold til forskjellige materialkombinasjoner og lamineringskrav. For noen underlag med en relativt hard tekstur, kan det for eksempel være nødvendig å øke trykket på trykkrullen på riktig måte for å sikre full binding mellom filmen og underlaget. For noen varmefølsomme materialer må temperaturen på oppvarmingsrullen reduseres for å forhindre at materialene blir deformert av varme. I den kalde lamineringsprosessen spiller kjølerullen en rolle i å redusere temperaturen på limet og fremme dens naturlige størkning. Selv om herdetiden er relativt lang, kan den unngå risikoen for materialdeformasjon forårsaket av oppvarming.
(Iv) Rewinding og ferdig etterbehandling av produktet
De laminerte og kurerte produktene kommer til slutt inn i spolemekanismen. Rewinding -mekanismen avvikler produktene pent i henhold til den fastsatte spenningen og viklingshastigheten. Under tilbakevendingsprosessen overvåker spenningssystemet og justerer den svingete spenningen i sanntid for å sikre at produktene blir såret tett og flatt. I mellomtiden registrerer lengden måleenhet eller teller lengden eller mengden av sårproduktene. Når den forhåndsinnstilte verdien er oppnådd, slutter spolingsmekanismen automatisk å fungere. Etter at spjeldingen er fullført, kan produktene organiseres, kuttes eller pakkes videre i henhold til behov for etterfølgende lagring, transport eller salg. For eksempel, for noen laminerte produkter med stor format, kan det hende at de må kuttes i mindre størrelse som oppfyller spesifikke spesifikasjonskrav og deretter pakkes.
Avslutningsvis,Automatiske film lamineringsmaskinerkan fullføre lamineringsoperasjonen for forskjellige materialer effektivt og presist gjennom det koordinerte arbeidet til hver komponent og følge en spesifikk arbeidsprosess. Med kontinuerlig fremgang av vitenskap og teknologi blir også arbeidsprinsippet for automatiske film -lamineringsmaskiner konstant innovert og optimalisert, og applikasjonsutsiktene i emballasjetrykk og andre bransjer vil være enda bredere, gi kraftig teknisk støtte for å forbedre kvaliteten og diversifisere utviklingen av produkter.
Hvis du er interessert i produktene våre eller har spørsmål, kan du kontakte oss med osstelefon eller e -post.



